|
telescopeѲptics.net
▪
▪
▪
▪
▪▪▪▪
▪
▪
▪
▪
▪
▪
▪
▪
▪ CONTENTS
4.9.
THE EFFECT OF TRANSMISSION MATERIALS ON IMAGE QUALITY: GLASS AND COATINGS
Unless perfectly homogeneous (glass) or forming a perfectly even layer
(coatings), transmission materials in an optical system inevitably
change optical wavefront. The imperfections advance or delay parts of it, causing phase disarray at the focus, and transfer of energy out of the
central diffraction maxima. The question is only how significant it can be.
4.9.1. GLASS INHOMOGENEITY
Glass inhomogeneity comes in several forms, most important - at least
potentially - being refractive index inhomogeneity, striae and
bubbles/inclusions. Refractive index inhomogeneity
(RII) is caused by
variations in glass density resulting from the production process. The
pattern can have any type of form, symmetrical,
 asymmetrical,
or random, as illustrated at left. Since refractive index (n) is
inversely proportional to the speed of light in a given medium, the P-V
wavefront deformation is simply W=ΔnMAXp,
where Δn is the maximum index differential, and p is the
in-glass path i.e. thickness (it is a simplified model, assuming that
the pattern of index inhomogeneity does not change during this path).
Depending on the inhomogeneity pattern, it can be partly reduced by
refocusing, or not. For instance, inhomogeneity pattern smoothly
changing from the center toward edge with radial symmetry (1)
will likely be to a significant degree corrected by refocusing. Roughly
similar, but less symmetrical pattern (2) would be correctable
only to a small degree, with the dominant remaining deformation
resembling coma. Very little or no correction would occur with
asymmetrical pattern shown under (3), where the dominant
remaining deformation would somewhat resemble astigmatism, as well as in
the case of astigmatic patterns (4) and (5), or random
local index deviations (6). asymmetrical,
or random, as illustrated at left. Since refractive index (n) is
inversely proportional to the speed of light in a given medium, the P-V
wavefront deformation is simply W=ΔnMAXp,
where Δn is the maximum index differential, and p is the
in-glass path i.e. thickness (it is a simplified model, assuming that
the pattern of index inhomogeneity does not change during this path).
Depending on the inhomogeneity pattern, it can be partly reduced by
refocusing, or not. For instance, inhomogeneity pattern smoothly
changing from the center toward edge with radial symmetry (1)
will likely be to a significant degree corrected by refocusing. Roughly
similar, but less symmetrical pattern (2) would be correctable
only to a small degree, with the dominant remaining deformation
resembling coma. Very little or no correction would occur with
asymmetrical pattern shown under (3), where the dominant
remaining deformation would somewhat resemble astigmatism, as well as in
the case of astigmatic patterns (4) and (5), or random
local index deviations (6).
Possible magnitude of the wavefront deformation resulting from RII
can be approximated based on the RII tolerance for a given glass. As
shown in the lens fabrication
tolerances table, refractive index inhomogeneity for precision and
high precision lenses is ± 0.000005 and ± 0.000001, respectively. For,
say, 20mm in glass path, that would generate up to 0.0002mm and
0.00004mm P-V wavefront error, or 0.36 wave and 0.07 wave in units of
550nm (0.00055mm) wavelength, in the same order. The resulting wavefront
deformation can mimic any classical aberration, or a mix of them, or can
cause wavefront roughness. And, as the tolerance figures indicate, the
magnitude of wavefront aberrations induced can be significant.
 Striae
are similar to RII in that they are also a form of structural glass
density/index variation. However, unlike RII, which are large-scale
variations within the glass volume, striae are thread-like variations up
to a couple of mm wide that can come in any number of threads, affecting
anywhere from a small portion to nearly entire glass volume. They
typically have a 3-D ribbon, or band-like form - from curled up to
nearly straight - with their visibility (and optical effect) ranging
from invisible when observed perpendicularly to the ribbon width, to
readily observable from the ribbon side, and more so when observed
length-wise. While there is no clear general standard with respect to
the striae tolerance, glass manufacturers do set quality standards.
Schott, for example, claims as its standard up to 30nm optical path
difference (OPD) per 50mm glass thickness, generated due to the
presence of striae. Finished parts with lesser thickness have generally
less of the striae generated error as well. For high-annealed glass
available are higher standards, with less than 10nm OPD. It is unclear,
however, how specifically is regulated the relative area of lens
affected. This is, of course, very important, since the effect will be
certainly negligible with 5%, but may not be with 50% of the lens area
having striae. Striae
are similar to RII in that they are also a form of structural glass
density/index variation. However, unlike RII, which are large-scale
variations within the glass volume, striae are thread-like variations up
to a couple of mm wide that can come in any number of threads, affecting
anywhere from a small portion to nearly entire glass volume. They
typically have a 3-D ribbon, or band-like form - from curled up to
nearly straight - with their visibility (and optical effect) ranging
from invisible when observed perpendicularly to the ribbon width, to
readily observable from the ribbon side, and more so when observed
length-wise. While there is no clear general standard with respect to
the striae tolerance, glass manufacturers do set quality standards.
Schott, for example, claims as its standard up to 30nm optical path
difference (OPD) per 50mm glass thickness, generated due to the
presence of striae. Finished parts with lesser thickness have generally
less of the striae generated error as well. For high-annealed glass
available are higher standards, with less than 10nm OPD. It is unclear,
however, how specifically is regulated the relative area of lens
affected. This is, of course, very important, since the effect will be
certainly negligible with 5%, but may not be with 50% of the lens area
having striae.
Looser standards do exist, with the OPD from striae up to 60nm - 1/10
wave P-V in the green light - or more. The most important aspect is
still how much of the lens area is affected, and it is usually left
undefined. In general, the effect of striae for given area and OPD is
significantly greater than that from classical aberrations. The reason
is that the area of near maximum OPD is with the latter limited to a
relatively small portion of wavefront area (e.g. around 0.7 zone with
primary spherical aberration, dropping to zero at the center and edge),
while the entire striae-covered area generates similar, roughly
half-maximum OPD on the average. Still, unless a large portion of lens
area is covered by high-density striae, the wavefront roughness RMS
error induced by it is likely to be small to negligible.
Another factor of glass homogeneity is the amount of bubbles and
inclusions (generally all particulate contaminants) it contains. While
leading manufacturers claim that both are reduced to negligible in their
standard glasses already - which the specified tolerances do confirm -
it is certainly possible that less than acceptable glass in this respect
finds its way into telescope optics. The effect is primarily light
scatter, most likely low in magnitude, so it may not be easy to track
down.
4.9.2. OPTICAL COATINGS
A bare glass surface, whether for mirror or lens, is rarely a finished
product: it is treated with coatings.
Optical coatings are thin layers of metal deposited on optical surface
in order to enhance its optical properties. Reflective coatings greatly
enhance reflectivity of mirrors, to the extent that they are practically
a must. Anti-reflective coatings, applied to a lens surface to
minimize transmission losses and/or internal reflections much less
enhance performance level, but it still can be significant, particularly
in the systems with numerous lens surfaces. The main factor affecting
wavefront integrity - possibly significantly - is in either case the
variation in layer thickness.
Reflective coatings
By their primary purpose, optical coatings can be either reflective or transmitting. Typical
reflective coating in a telescope
consists of a single thin metallic layer, with aluminum being metal of
choice. The layer
is approximately 0.1-0.3 microns thick. It affects system's PSF by three
different mechanisms:
(1) figure-scale wavefront deformation due to non-uniform radial film thickness
profile,
(2) small-scale wavefront deformation due to random local thickness
variations and coating surface roughness, and
(3) change in the pupil transmission map due to areas of varying
reflectivity and small absorbent specks.
Figure-scale wavefront deformations cause relatively narrow energy
spread, similar to that of common aberrations, only smaller in
magnitude. Small-to-microscopic local wavefront deviations - wavefront
roughness - and obstructions to wave propagation cause wider energy
spread - the smaller they are, the wider - but the amount of energy they
move is generally smaller. Follows more detailed examination of the
possible magnitude of coating-induced errors.
Figure-scale wavefront deformation due
to non-uniform film thickness profile
The thickness variations are, in general: (1) smooth radial, from center
to edge, and (2) random local, the former being the gradual decrease in
thickness toward the edge (typically), due to the the
angle-of-emission-dependent change in density of the
coating material depositing onto substrate, and the
latter due to random small-scale non-uniformities in the material flux
density. In the
context of non-uniformity of optical surface, they relate similarly as
figure vs. random local errors, only with generally smaller magnitude.
Radial decrease in layer thickness toward the edge,
due to the decrease in the rate of deposition for substrate points
farther off the material source center. As illustrated at left, film
deposition rate for point-source depend on the
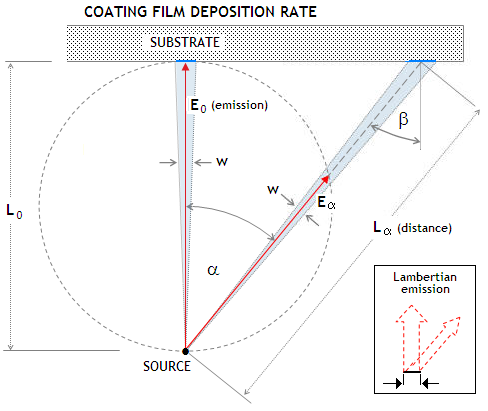 direction
of emission (α),
substrate distance (L), and substrate angle (β).
The first factor makes material emission rate proportional to cosα
(Lambertian emission, illustrated graphically in inset bottom right),
the second to cos2α,
and the third, determining the area of deposition on the substrate,
proportional to yet another cosine factor. In all, in the schematic
shown, with the substrate oriented perpendicularly to the axis of emission
(i.e. α=β),
deposition rate changes in proportion to cos4α.
By manipulating substrate angle and/or position (e.g. by some form of a
planetary rotation over source), and the effective emission rate to
specific substrate areas by use of a mask, the falloff in deposition rate toward
substrate edge can be significantly reduced. In practice, the rate is
typically between cos2α
and cos4α,
depending on the substrate size and required surface accuracy. direction
of emission (α),
substrate distance (L), and substrate angle (β).
The first factor makes material emission rate proportional to cosα
(Lambertian emission, illustrated graphically in inset bottom right),
the second to cos2α,
and the third, determining the area of deposition on the substrate,
proportional to yet another cosine factor. In all, in the schematic
shown, with the substrate oriented perpendicularly to the axis of emission
(i.e. α=β),
deposition rate changes in proportion to cos4α.
By manipulating substrate angle and/or position (e.g. by some form of a
planetary rotation over source), and the effective emission rate to
specific substrate areas by use of a mask, the falloff in deposition rate toward
substrate edge can be significantly reduced. In practice, the rate is
typically between cos2α
and cos4α,
depending on the substrate size and required surface accuracy.
Film deposition rate as a function of the emission angle for parallel
plane substrate and point-source evaporant can be graphically presented as cosnα,
n being the cosine exponent for the effective deposition rate
specific to coating process, either in Cartesian or polar coordinates
(assuming, for simplicity, that emission and deposition rate are nearly
proportional, which may and may not be the case in practice).
As shown below, the
 former gives better indication of film thickness
falloff, while the latter gives graphic indication of the directional
intensity of point-source emission. When n=0, deposition rate is
constant and independent of the emission angle; it is Lambertian for n=1
and bell-shaped (Gaussian) for the usual range of n values,
2≤n≤4. Deposition rate at 30° emission angle falls by 25% for n=2, and
by 44% for n=4, hence the angle has to be significantly smaller for
optical coatings. One way to reduce the effective emission angle farther
off source axis is to expand emission (source) area. former gives better indication of film thickness
falloff, while the latter gives graphic indication of the directional
intensity of point-source emission. When n=0, deposition rate is
constant and independent of the emission angle; it is Lambertian for n=1
and bell-shaped (Gaussian) for the usual range of n values,
2≤n≤4. Deposition rate at 30° emission angle falls by 25% for n=2, and
by 44% for n=4, hence the angle has to be significantly smaller for
optical coatings. One way to reduce the effective emission angle farther
off source axis is to expand emission (source) area.
This is a general model of emission and deposition for a point like
evaporant. Usually the evaporant has some form of extended surface,
and/or multiple sources are present. This correspondingly extends the
area of near-even emission/deposition rate, but the emission and
deposition rates at oblique angles decrease at a similar rate (for
extended source somewhat faster relative to the emission and deposition
rates above the source).
This general modeling of emission and deposition rates with thermal
evaporation, where the emission is produced by raising source
temperature, is also applicable to other coating methods, such as
sputtering, where material emission is produced by targeting the coating
material source with a beam of accelerated (in electric or magnetic
field) ions. In either case a cloud of coating material spreads out and
sets onto substrate in a similar manner.
These are only the basic consideration, used for determining film
deposition equation in every specific case. It is the starting point,
but the actual deposition is optimized empirically. Specific values for
the radial film thickness error for given coating apparatus depend on
the substrate size and possibly other factors, such as curvature of
substrate surface and its sign. Looking at the film deposition rate
(top), a point-source evaporant (in practical terms a source much
smaller than the substrate), with film deposition rate proportional to
cos4α,
would need about 11° radial angle, or so, in order not to exceed 10% edge
thickness fall-off. For 400mm diameter mirror, that would require
source-to-substrate distance of nearly 1m, which would require very
large coating chamber (roughly twice as large), and would be also more
wasteful of evaporant. Half as large distance is more realistic, but it
doubles the angle of emission at the edge, resulting in about 25%
thinner film. What is the error to the wavefront? Graph below
illustrates the resulting surface and wavefront deviation, as well as
the final wavefront error, greatly magnified vertically.
 At
the film deposition rate proportional to cos4α, the edge emission angle
for 25% thickness drop-off is 21.47°. Assuming perfect surface and 0.3
micron film thickness in the center, the edge will be 0.075 micron
thinner, doubling in the wavefront to 0.15 micron P-V wavefront error.
Since the form of wavefront deviation is very similar to that of
compensatory defocus
(shown of the same sign as the film-induced error, for
comparison), most of the error can be cancelled out by refocusing. The resulting P-V wavefront deformation, shown on top
(magnified by a factor of 2, for clarity) is identical to the best focus
primary spherical aberration. It measures 0.0147 (i.e. 1.47% in terms of
the center film thickness), or smaller than the
maximum film thickness deviation by a factor of 17 (and twice smaller
from the resulting P-V wavefront deviation), in this case 1/125 wave in
units of 0.55μm wavelength. At
the film deposition rate proportional to cos4α, the edge emission angle
for 25% thickness drop-off is 21.47°. Assuming perfect surface and 0.3
micron film thickness in the center, the edge will be 0.075 micron
thinner, doubling in the wavefront to 0.15 micron P-V wavefront error.
Since the form of wavefront deviation is very similar to that of
compensatory defocus
(shown of the same sign as the film-induced error, for
comparison), most of the error can be cancelled out by refocusing. The resulting P-V wavefront deformation, shown on top
(magnified by a factor of 2, for clarity) is identical to the best focus
primary spherical aberration. It measures 0.0147 (i.e. 1.47% in terms of
the center film thickness), or smaller than the
maximum film thickness deviation by a factor of 17 (and twice smaller
from the resulting P-V wavefront deviation), in this case 1/125 wave in
units of 0.55μm wavelength.
With the film thickness drop-off proportional to cos2α,
the edge emission angle for 25% thinner film at the edge is somewhat
larger, 30° (which, all else equal, would allow coating of nearly 50%
larger substrate). Here, the maximum difference between resulting
wavefront deviation and defocus is somewhat smaller, 0.0113 (i.e. 1.13%), and so is
the final wavefront error: 1/163 wave P-V.
So, as long as the radial film thickness changes approximately with cosnα,
even with fall-off as quick as with n=4 and 25% center-to-edge
difference, the resulting wavefront error - primary spherical aberration
- is entirely negligible. However, life gets more complicated, and one
of the reasons is that 25% - or, for that matter, 15% - film thickness
non-uniformity may not translate into a strong selling point. But in the
process of reducing this nominal non-uniformity to, say, more appealing
10%, ±5%, or
±2%, coater might replace this steady exponential
change in the radial film thickness into unsteady one. For instance,
multiple point sources may be introduced, source area may be expanded to
relatively significant vs. substrate, and or shadowing mask may be used
(if point sources, or source area, are extended linearly, with rotating
substrate). The resulting surface/wavefront deformation may be
significantly less offset by refocusing than the steady cosnα
deviation.
 Taking
the same 400mm diameter mirror, in order to make it comparable, first
example is the coating profile resulting from continuous circular source
area about half the diameter of the substrate (top left). Film thickness
is uniform up to about half mirror radius, and then diminishes to the
edge in proportion to cos5α
(at somewhat faster rate due to extended source), with the edge angle
being twice smaller than with point-source. This results in the maximum
thickness deviation at the edge of little over 6% (a). it doubles
in the wavefront, generating deformation similar to turned-down edge
beginning at 50% zone (b). This wide zonal error toward the edge
still can be reduced by refocusing, with the approximate minimum error
achieved by bringing to zero edge deviation. Hence the needed defocus is
identical in the P-V error, and of opposite sign to the error generated
by non-uniform coating (c). However, the resulting final error (d)
much less reduced than with steady cosnα
film thickness deviation, and rather peculiar in its form. The
error peaks at half the radius, forming an angle there. Very roughly, it
can be compared with about 20% smaller P-V error of primary spherical
aberration at best focus (dashed). That would put it at 0.025 (i.e.
2.5%), smaller than the maximum film deviation by a factor of 2.5, or
1/5 of the P-V wavefront deviation it caused. Taking
the same 400mm diameter mirror, in order to make it comparable, first
example is the coating profile resulting from continuous circular source
area about half the diameter of the substrate (top left). Film thickness
is uniform up to about half mirror radius, and then diminishes to the
edge in proportion to cos5α
(at somewhat faster rate due to extended source), with the edge angle
being twice smaller than with point-source. This results in the maximum
thickness deviation at the edge of little over 6% (a). it doubles
in the wavefront, generating deformation similar to turned-down edge
beginning at 50% zone (b). This wide zonal error toward the edge
still can be reduced by refocusing, with the approximate minimum error
achieved by bringing to zero edge deviation. Hence the needed defocus is
identical in the P-V error, and of opposite sign to the error generated
by non-uniform coating (c). However, the resulting final error (d)
much less reduced than with steady cosnα
film thickness deviation, and rather peculiar in its form. The
error peaks at half the radius, forming an angle there. Very roughly, it
can be compared with about 20% smaller P-V error of primary spherical
aberration at best focus (dashed). That would put it at 0.025 (i.e.
2.5%), smaller than the maximum film deviation by a factor of 2.5, or
1/5 of the P-V wavefront deviation it caused.
In other words, while its nominal film thickness error is more than four
times smaller than with a point-source and 25% edge thickness drop-off,
the final wavefront error for this film thickness profile is larger by a
factor of 1.7. With the same film center thickness of 0.3μm, that comes
to 0.0075μm, or 1/74 wave P-V in units of 0.55μm wavelength.
Other film thickness profiles are also possible.
A deviation split into near equal positive and negative with respect to
the center thickness, it may may look like radial profile shown on
bottom graph. Here, ±3%
deviation similar in its nominal magnitude to the one above, doubles in
the wavefront as shown, and can be partly minimized by refocusing to
0.075 (i.e. equaling 7.5% of the film center thickness) final P-V
wavefront error, three times larger than for profile above. This
wavefront error also peaks at half the radius, but in a form of an arc.
Its RMS wavefront error is 0.258 its P-V, which implies it is comparable
to about 15% smaller P-V error of primary spherical. For 7.5% of 0.3μm
and λ=0.55, that comes to
λ/28 wave P-V of spherical aberration (the effect is somewhat
different, with this aberration form mainly brightening the dark rings -
particularly the second, fourth, etc. - while having little effect on
the bright rings, except the second one, which becomes brighter). This
becomes marginally significant, because it would add to primary
spherical of the same sign nearly arithmetically (lessened approximately
by those same 15%) so, for instance, would cause a λ/6
P-V mirror to become effectively λ/5.
And if the radial coating thickness profile would have such arc form to
begin with, it would simply double in the wavefront, with no possibility
to reduce the error by refocusing. If the maximum thickness deviation
here is also 6%, the final P-V wavefront error would have been 12% of
the center thickness, or 0.036μm for 0.3μm thickness:
λ/15.3 wave P-V with 0.55μm wavelength,
comparable to λ/17.6 wave P-V of primary
spherical. It would make a λ/6 mirror
effectively λ/4.5 (on the other hand, if
their respective signs are opposite, it would have it bettered to
λ/9.1).
These few examples illustrate: (1) that wavefront deformation induced by
the radial film thickness error with reflective coating is much more
dependant on the type of radial film profile, than on its nominal
thickness non-uniformity, and (2) that can be considered generally
negligibly small, but that it is possible for it to be contributing more
than negligible amount of deformation to the existing aberrations.
All of the above refers to the bare - so called unprotected - reflecting
coating.
Having protective coating applied over the basic mirror coating is
quite common these days, and it can cause additional wavefront
deformation. Its thickness is comparable to that of the basic coating,
but the error induced to the wavefront, for given thickness deviation,
is smaller, due to it being transmitting (i.e. the wavefront error is
generated due to the differences in light speed in two mediums, like at
the lens surface). However, the
error at the top surface of the protective layer combines with the error
at the surface of the reflective coating. Light passes the front surface
twice, on the way in and out, thus the P-V wavefront error resulting
from thickness deviation v at the
front (air-to-protective coating) surface is
2(n-1)v, with n being the refractive index of the
protective coating. For the rear surface of the protective coating,
wavefront deformation is caused by the variation in thickness v'
of the protected reflective coating, with the P-V wavefront error
given as nv'.
Similarly to reflective coating, wavefront deformations here can be
caused by large, figure-scale film thickness non-uniformities, small
random ones, and by the film surface roughness. The latter two are
addressed in the roughness section below. As for figure-scale errors induced by
the protective coating, its effect, as with reflective coating, will
depend more on the radial film profile form, than the nominal error
itself. If we assume film profile form similar to that of the reflective
coating, it will partly compensate for the reflective coating error by
delaying light less - in effect advancing it - in the thinner portions
of the profile.
For the film thickness differential ∆t, the P-V wavefront
error induced by the protective layer is n∆t-1. For film thickness
decreasing toward the edge with cosnα,
assuming similar
layer thickness for both films, the combined error is 2∆t-(n∆t-1)=(2-n)∆t+1, or smaller
by a factor of 1-[(n∆t-1)/2∆t]. For n=1.4 and ∆t normalized to
unit, error reduction is 20%.
Since the error from this profile type is negligible, such reduction has
no importance, and even in the case when film radial non-uniformity adds
to spherical aberration of the surface, the effect is rather small.
Instead of a single reflective coating, protected or not, mirror can use multiple layers
of alternating high and low index materials. It is called dielectric mirror, and works on the
principle that every next layer collects some of the light missed by the
previous layer, with layer thicknesses and indici ensuring that all
reflected light comes out in phase. Hence more layers generally mean
higher reflectivity; enhanced 96-97% requires up to several layers, and
99%+ up to a dozen, or so. Since every layer is about quarter wave thick
(that may vary somewhat with the preferred reflectance curve),
dielectric reflective coating can be up to a few waves thick. Since the
combined error increases with the number of layers, dielectric coatings
require higher single layer thickness uniformity in order to achieve given minimum wavefront
distortion. This applies to both, random small-scale thickness
variations and radial thickness error.
For instance, a 10-layer
high-reflective coating with 2.5 waves center thickness and consistent 5%
thickness figure error, would generate 1/8 wave
P-V differential, doubling in the wavefront to 1/4 wave. Again, the
consequences with respect to the final wavefront error are mainly
determined by the type of profile. But in general, the maximum error for
an individual layer here should be roughly as many times smaller than
for a single layer as many reflective layers there are.
The effect of the coating
surface roughness
Local random thickness deviations over the surface can be assumed to
be less than 2% (± 1%). With
0.3 micron (μm) thick coating, this surface error doubled in the wavefront
would be less than 0.006 microns (6nm), or roughly 1/100 wave P-V for 550nm
wavelength. With the worst-case P-V to RMS ratio of about 3, and a
pattern of varying thickness over entire surface, this
surface roughness would cause less 1/300 wave RMS wavefront error,
or 0.05% energy scattered in a vide radius around the Airy disc
(similarly to micro-ripple, the radius of scatter vs. Airy disc is
radius well approximated by a ratio of the average diameter of such
deviation vs. aperture diameter). While this type of error cannot be
reduced by refocusing, it is small enough to be negligible alone.
Picture below illustrates this type of film thickness error within its
usual magnitude range (note that the radial film

thickness error is also present). These local irregularities result from
variations in the deposition rate over substrate, starting with the
initial islands of coating material on substrate surface over which
newly arrived atoms spread and grow. It is also related to the grainy
structure of the film - grain being a conglomerate of smaller crystals,
themselves related to the columnar film growth - where grain sizes,
depending on the specs of deposition process, usually range from 5nm to
25nm in their surface diameter. Their height on the surface, however, is
only a small fraction of it.
With protected reflecting coating, random local small-scale errors, assuming uncorrelated thickness
deviations for these two layers (which is not strictly correct, since
any unevenness of underlying layer would to some extent "imprint" its
shape into inherent unevenness of the top layer), and similar magnitude
of local deviations at the first and second surface of the protective
coating (v~v', respectively),
the combined error is a square root of the sum of each of them squared, or
[n2+4(n-1)2]1/2v.
For n=1.4, the thickness variation would be enlarged in the wavefront by
a factor 1.6.
With v and v' on the order of 1/300 wave
RMS, or less, the effect is still negligible.
Taking as the maximum acceptable small-scale roughness P-V wavefront
error of less than 0.03 (±0.015)
microns (~1/20 wave in units of 550nm wavelength, for 0.99 Strehl
degradation factor) would require the random film thickness variation v
of the two layers to be no more than 0.015/2[n2+(n-1)2]1/2
microns. For n=1.4 the denominator is 2.9, and deviation would have to
be less than 0.015/2.9=0.005 microns (5nm), or ±0.8%
for 0.3μm coating. In other words, light scattered due to random local
film thickness variations with properly applied coating, bare or
protected, should remain below 1%. With an actual coating it is likely
to be a small fraction of it.
Standard reflective coatings should have RMS surface roughness below
10nm and, when quoted, it is usually below 5nm; typically in the 1-3nm
range. That would double in the wavefront to nearly 1/100 wave RMS, for
less than 0.4% energy loss (scatter). However, the actual scatter
measurements commonly indicate 2-3 times larger coating roughness, as
RMS surface error, than what this nominal figures - usually obtained by
profilometers at the place of fabrication - indicate. While background
scatter is consistent with the roughness figure, there are random large
local peaks (that may escape roughness measurement over small areas)
scattering more light than the rest of surface. These defects seem to be
inherent to the film, hence generated by the coating
process. If corrected for this factor, the wavefront roughness due to
reflective coatings could be up to three times, or so, larger, in which case it
would scatter over 4% of light energy.
These random scatter peaks in the coating could be in part related to
the high absorption spots formed by low- and non-reflective impurities,
acting as inverse micro apertures transferring energy out of the central
diffraction maxima at wide
angles.
As above illustration indicates, coating roughness has two different
scales: one, larger, created by local deviations in film thickness, and
the other, which we can call microroughness, the result of inevitably
less than perfectly smooth surface of crystallized atoms, to the smaller
or larger degree also affected by the porous film structure. These two
appear to be, at least roughly, of similar magnitude, up to about 1%
film thickness. Since unrelated, they add up as a square root of their
respective squared magnitudes. Taking as the worst case scenario ±1%
of the film thickness deviation, with 0.3 micron film thickness, for
both, gives 6nm P-V error doubled in the wavefront to 12nm for either
one. Assuming P-V to RMS ratio 1:3 it is 4nm RMS for each. In units of
550nm wavelength it comes to (0.0072+0.0072)0.5,
or 0.01 wave RMS, resulting in 0.4% energy scatter.
Coating roughness produces effect similar to substrate (glass)
small-scale and micro-roughness. Considering that
reflective mirror coatings are generally thin (0.1-0.3μm), the two
roughness forms combine resulting in a roughness scale larger than either
of the two alone. While mid and small-scale substrate roughness
occasionally can be atypically large, microroughness usually does not
exceed 1-2nm, i.e. it is roughly comparable to the typical coating film
microroughness. In other words, reflecting optics made with standard
procedures shouldn't be scattering more than 1% of the light falling on
it (mid and large scale roughness do not widely scatter light, they move
energy to the rings area).
The effect of non-uniform
film reflection
As stated in the beginning, in addition to wavefront errors induced by a
reflective coating, optical quality is also affected by the change in
the pupil transmission map due to
imperfect consistency of the reflective layer. Of main concern are
microscopic holes, cracks and semi-reflective or non-reflective specks. They act as microscopic
inverse apertures, effectively light obstructions, transferring energy
from the central maxima out,
 over extremely wide radius.
Picture at left shows typical grainy surface structure of aluminum film,
greatly magnified (it is about 0.02 by 0.02mm). Due to photographic
effects, these photographs may not accurately represent the actual
reflectivity map, but do indicate areas of uneven reflectivity.
Low-reflectivity spots are either impurities, or light traps in the
porous film structure. Partial reflectivity spots have basically the
same type of effect, only in the proportionally smaller magnitude. For
instance, a 50% reflectance spot will throw about half as much energy
out at wide angles as a near-zero reflectance spot. Little attention is
paid to this aspect of coating quality, and that is why it may be
underrated as a problem. over extremely wide radius.
Picture at left shows typical grainy surface structure of aluminum film,
greatly magnified (it is about 0.02 by 0.02mm). Due to photographic
effects, these photographs may not accurately represent the actual
reflectivity map, but do indicate areas of uneven reflectivity.
Low-reflectivity spots are either impurities, or light traps in the
porous film structure. Partial reflectivity spots have basically the
same type of effect, only in the proportionally smaller magnitude. For
instance, a 50% reflectance spot will throw about half as much energy
out at wide angles as a near-zero reflectance spot. Little attention is
paid to this aspect of coating quality, and that is why it may be
underrated as a problem.
The amount of
energy scattered is proportional to their relative transmitting pupil
area squared (it is so in the standard theoretical approach, which
assumes near monochromatic point source, i.e. coherent light; the actual
light from astronomical objects is typically polychromatic, i.e. partly
incoherent, and the effect is
significantly smaller).
For instance, if these microscopic obstructions effectively cover 0.5%
of mirror surface, it will reduce the central energy in coherent light by a 0.9952=0.99,
with 0.01 (1%) of the energy spread over a wide radius (approximately,
the radius is greater than the Airy discs' by the ratio of
mirror diameter vs. average diameter of the coating hole).
With incoherent light, only half as much.
Assuming 1% energy loss per reflecting surface as the maximum
acceptable, such non-transmitting area combined - again with coherent
light - shouldn't exceed 5,000
square microns per mm2
of the coating, i.e. shouldn't be larger than 0.07x0.07mm square in it.
However, since small-scale surface variations in the coating thickness,
as well as dirt/dust surface contamination need also be included, the
actual tolerance is tighter. Just for illustration, assuming that each
of the three contributes similar amount of scattered light, the
individual tolerance for each would have been 0.33% scattered energy. It
translates into no more than 0.167% of mirror surface covered by non-reflecting
specks in the coating, or 0.04x0.04mm per mm2.
Such data, however, is not provided, neither with telescopes, nor by
those directly doing coating services, and we, again, can only speculate
what is the real figure.
In general, it is fair to assume that properly applied, fresh coatings do satisfy these minimum requirements. However, decay due to
exposure and damage to the coatings in its use, could significantly
worsen quality of a reflective coating, resulting in unacceptable amount
of scattered light. This seems to be supported by measurements taken at
this professional observatory.
They indicate that reflective coatings can deteriorate significantly in a
relatively short amount of time, with their reflectance remaining relatively
unaffected (of course, it cannot be ruled out that similar sub par
performance could result from improper application as well).
While we don't know how representative they are of
the typical commercial coating, what they imply is that dust/dirt are the
dominant - and significant - factor of scatter from mirror surface in a
relatively short period of time (one year, or so) in between two
successive removals, with the combined scatter reaching 5%, or more, per
surface. But
scatter due to the coating itself may have high relative rate of increase with
time, and could become dominant with a coating that is several years
old. Significant part of coating deterioration may be related to an
increase in the total area of low- and non-reflecting spots.
Adding to this the detected discrepancy between the nominal coating
roughness figures obtained by measurements, and the
actual measured scatter, noted above, helps
explain, at least in part, anecdotal evidence of generally darker
background in refracting vs. reflecting telescopes.
Transmitting coatings
In comparison, lens coatings seem
to be significantly more durable and, for given application quality,
having significantly less of an impact on the optical quality. These
antireflection coatings can have a number of layers varying from one to a
dozen, or more. Their purpose is to enhance transmission by reducing or
minimizing reflections off glass surface, and even more to minimize stray light resulting
from these reflections. Since these coatings are transmitting, not
reflecting, they generate less of a wavefront error and have, in
general, significantly more relaxed tolerances than reflective coating.
For a given number of layers and layer non-uniformity, the
wavefront error induced by them is roughly 2-4 times smaller. In other
words, these coatings will satisfy the minimum error requirement with
significantly more relaxed layer accuracy requirements.
However, obstructions to light propagation
- internal (impurities, bubbles) or external (dust and/or dirt) will cause light scatter same
as with a reflective coating.
◄
4.8.7. Offner null test
▐
5. INDUCED ABERRATIONS
►
Home
|
Comments
|